Ena sidan känns naken och den andra sidan känns iskall, högintensiv.
Welcome to Haining Meirunda Knitting Co., Ltd. !

Varpstickat yogaklädertyg Tillverkare


Ena sidan känns naken och den andra sidan känns iskall, högintensiv.
Heta produkter

Med sommaren blir simning en populär fritidsaktivitet för många människor. Oavsett om du är en konkurrenskraftig simmare eller helt enkelt njuter av ett dopp i poolen, är att ha rätt baddräkt avgör...
Läs merI affärstillfällen är en riktig formell kostym inte bara en återspegling av personlig smak, utan också en symbol för professionell image och professionalism. Val av tyget av formellt slitage är nyc...
Läs merI textilvärlden stoppar innovation och förändring aldrig. Under de senaste åren har ett nytt textilmaterial som kallas sammansatt siden gradvis dykt upp, vilket väcker omfattande uppmärksamhet från...
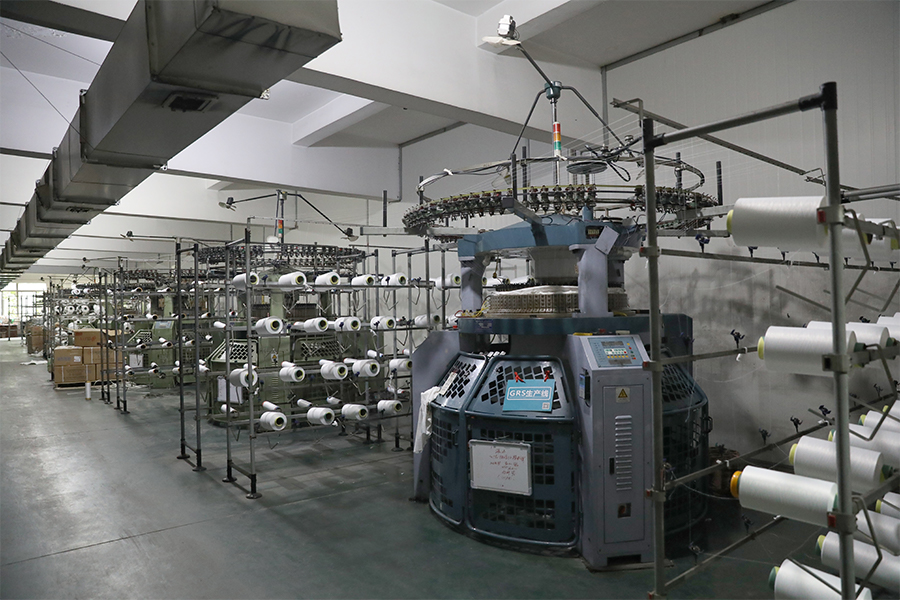
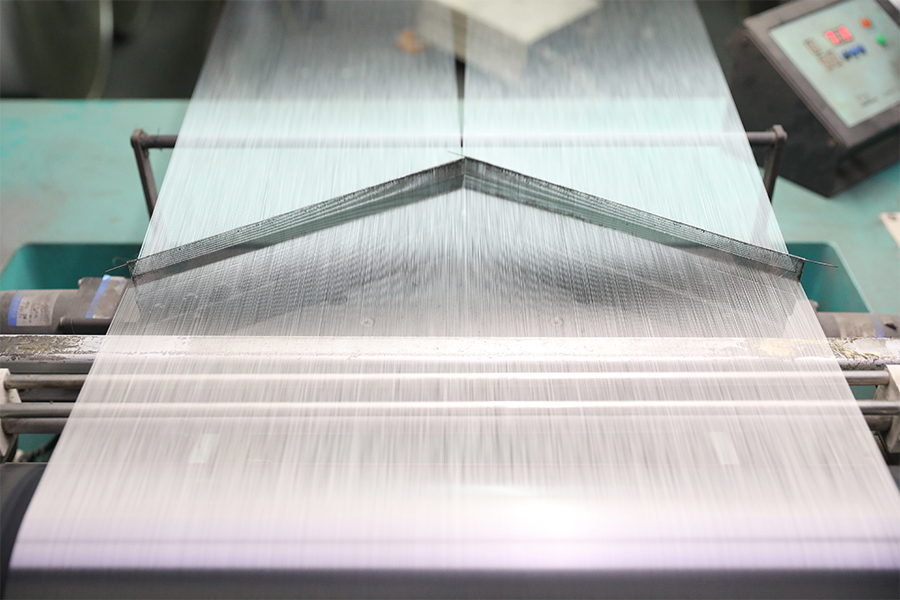
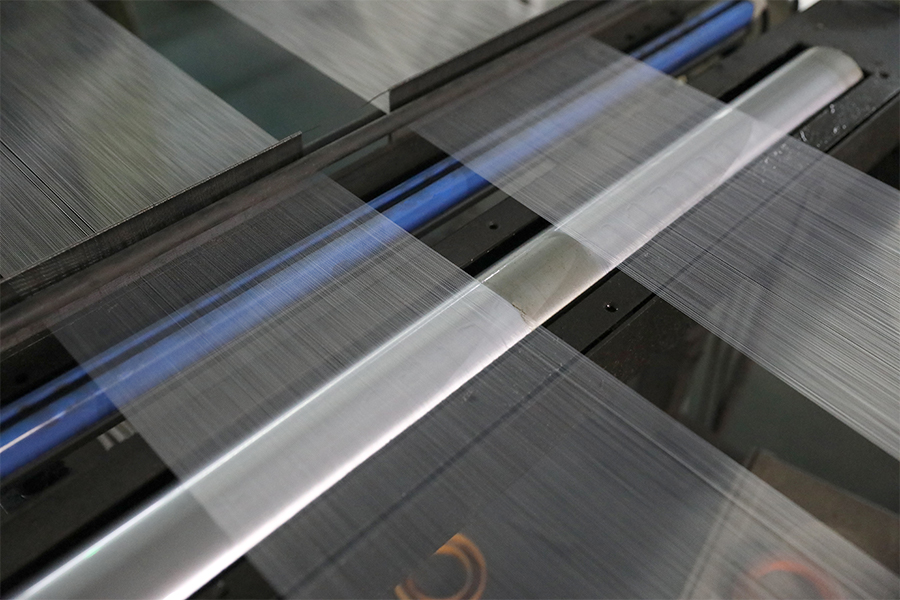
Läs merVi har egen produktionsverkstad och lager, utrustad med komplett produktions- och kvalitetskontrollutrustning.
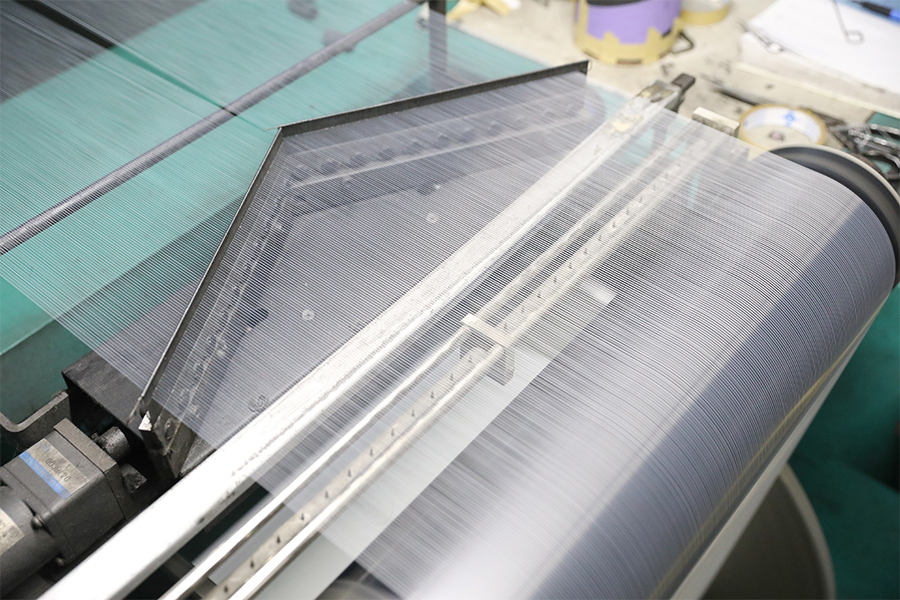
Workshops
Workshops
Workshops

Workshops

Workshops

Workshops

Workshops
Workshops
Workshops
Workshops

Workshops

Workshops
1. Förberedelse före centrifugering
Råvaruval och bearbetning
Råmaterialval: Välj fibrer med enhetlig fiberlängd, hög hållfasthet, låg krullning och enhetlig färg som råmaterial. Sådana fibrer hjälper till att minska problemen med trasiga ändar och garndefekter under spinningsprocessen.
Förbehandling av råmaterial: Utför nödvändig förbehandling av råvarorna, såsom avlägsnande av föroreningar och befuktning, för att förbättra fibrernas spinnbarhet och minska brott och skador under spinningsprocessen.
Förvaringshantering
Håll lagringsmiljön för råvaror torr och ventilerad, undvik direkt solljus och förhindra att råvarorna mögel och försämras. Kontrollera samtidigt lämplig temperatur och luftfuktighet för att undvika att råmaterialet absorberar fukt och påverkar garnkvaliteten.
2. Optimering av spinningsprocessen
Utrustningsval och justering
Utrustningsval: Välj lämplig spinnutrustning enligt fiberns egenskaper och garnets kvalitetskrav. Se till att utrustningens prestanda är stabil och kan möta produktionsbehoven för högkvalitativt garn.
Parameterjustering: Justera de specifika parametrarna för spinnmaskinen, såsom spänning, rotationshastighet, offlinespänning, etc., för att säkerställa att varje parameter ligger inom ett rimligt område. Detta hjälper till att minska sträckning, vridning och brott av garnet under spinningsprocessen.
Processoptimering
I kamningsprocessen, optimera konfigurationen och hanteringen av kamelementen, reducera intarsia-fenomenet i toppkammen och cylindern, och undvik att fibern kommer in i bomullsnätet i en buntstruktur, vilket minskar risken för brott i nästa process.
Kontrollera regelbundet och rimligen justera spänningstillståndet och slitaget på dragkuggremmen och spolkuggremmen för att minska risken för brott på ritramen.
I roving-processen, reducera på lämpligt sätt käftavståndet, rullcentrumavståndet och bakre zondragningsmultipel för att minska CV-värdet för det spunna garnet, men var uppmärksam på att bibehålla den synkrona utvecklingen av hållkraften och dragkraften för att förhindra dålig dragning.
Driftledning
Stärka arbetsträningen för att säkerställa att arbetarna behärskar korrekt användning och funktionsförmåga av spinningsutrustning.
Implementera strikt kvalitetskontrollstandarder för spinning för att säkerställa att kvaliteten på varje produktparti uppfyller kraven.
Stärk hanteringen och städningen av produktionsplatsen för att minska ogynnsamma faktorer som orena flygande blommor fästa på garnet.
3. Kvalitetskontroll efter spinning
Garnprovning
Testa det spunna garnet strikt, inklusive styrka, töjning, färgskillnad, insektsögon, sårskorpor och andra problem. Registrera testresultaten för varje garnsats så att problem kan hittas och justeras i tid.
Efterföljande bearbetningsgaranti
I den efterföljande bearbetningen som tryckning och färgning, välj högkvalitativa färgämnen och hjälpmedel och använd rimlig färgningsteknik för att säkerställa att garnets torrhet, renhet och kvalitet inte påverkas.
Hur kan leverantören av grovt varp slätt tyg undvika veck, deformation och andra problem med tjockt varp slätt tyg i efterbehandlingsprocesser som formning och kalandrering?
1. Förebyggande åtgärder i formningsprocessen
Ställ in formningstemperaturen rimligt
Formningstemperaturen är en nyckelfaktor som påverkar kvaliteten på värmeinställningen. För kraftigt varpt vanligt tyg bör formningstemperaturen ställas in rimligt efter tygets elastiska krympning och tjocklek. Vanligtvis kan värmeinställningstemperaturen för spandexstickat tyg kontrolleras mellan 180-195 ℃, men den specifika temperaturen måste justeras enligt tygets faktiska situation.
Det bör noteras att för hög temperatur kan göra att tyget gulnar och tappar elasticitet, medan för låg temperatur kanske inte uppnår den idealiska formningseffekten.
Kontrollera formningstiden och hastigheten
Formningstidens längd och maskinens hastighet kommer också att påverka formningseffekten. Hastigheten bör ställas in rimligt efter formningsmaskinens längd och temperatur för att säkerställa att tyget har tillräckligt med tid för värmehärdning i värmezonen.
För hög hastighet kan påverka formningseffekten, vilket resulterar i oförmågan att helt eliminera fina rynkor; för låg hastighet och för hög temperatur kan göra att tyget blir gult.
Justera övermatning och spänning
Under sättningsprocessen är kontrollen av övermatning och spänning också avgörande. Överdriven övermatning kan orsaka ojämnheter på tygets yta och svårigheter att eliminera fina rynkor; medan överdriven spänning kan orsaka att tyget krullas under värmeinställning.
Därför bör övermatningen och spänningen vara rimligt inställda i enlighet med tygets egenskaper och utrustningens prestanda för att säkerställa att tyget förblir plant under härdningsprocessen.
Kontrollera och underhåll utrustningen regelbundet
Statusen för inställningsmaskinutrustningen har stor inverkan på inställningseffekten. Värmesystemet, transmissionssystemet och tygstyrhjulet och andra komponenter i utrustningen bör kontrolleras regelbundet för att säkerställa att de är i gott skick.
Upptäckta problem bör åtgärdas i tid för att undvika veck eller deformation av tyget på grund av utrustningsfel.
2. Förebyggande åtgärder i kalandreringsprocessen
Välj en lämplig kalandreringsprocess
Valet av kalandreringsprocess bör bestämmas i enlighet med tygets egenskaper och kundens behov. För vanligt tyg med tungt varp av guldammoniak kan spänningsfri eller lågspänningskalandreringsprocess användas för att minska påverkan på tygets elasticitet och återhämtningsprestanda.
Kontrollera kalandreringstemperatur och tryck
Kalandreringstemperatur och tryck är viktiga faktorer som påverkar kalandreringseffekten. Temperatur- och tryckparametrarna bör ställas in rimligt i enlighet med tygets egenskaper och kalanderns prestanda.
För hög temperatur eller för högt tryck kan göra att tyget gulnar, fördjupningen blir för djup eller deformeras; medan för låg temperatur eller för lågt tryck kanske inte ger den ideala kalandreringseffekten.
Håll tygytan plan
Under kalandreringsprocessen ska tygytan hållas plan. Detta kan uppnås genom att justera styrhjulets position och spänning. Samtidigt bör tygytan förhindras från att sträckas eller klämmas i onödan under kalandreringsprocessen.
kategori
Hitta oss
adress: Nr. 6 Zhenbei Road, Maqiao Town, Haining City, Zhejiang-provinsen
Telefon: +86-573-87463566
e-post: yhg1987cool@126.com
Kontakta oss










 tyger")
